Laser Welding in X-pin Windings
Flat wire motors, as a kind of new energy vehicle drive motors, are more in line with the development trend of lightweight and integration of new energy vehicles by their compact size and high power efficiency. Therefore, with the prosperous development of the new energy vehicle market, the electrification rate of new energy vehicles, and the increasing proportion of dual-motor models, the industry demand for flat wire motors is growing explosively.
Compared with round wire motors, flat wire motors have the advantages of high slot fullness, high power density, high efficiency, etc. They can also achieve the characteristics of small size, high efficiency, strong thermal conductivity, low-temperature rise, and low noise. According to relevant data, flat wire motors are 10% more energy efficient than round wire motors. The continued prosperity of the new energy vehicle industry demands, that the market penetration of flat wire motors continues to accelerate. This will bring a double rise in quantity and price for the drive motor industry, making its growth space become extremely broad. According to Future Think Tank, it is expected that the penetration rate of flat wire motors in new energy vehicle drive motors will exceed 90% in 2025.
Undoubtedly, the drive motor flat wire motor is more in line with the technical requirements of new energy vehicles due to its high efficiency, power, and integration.
The welding problem of the winding is considered to affect the mass production of flat wire motor “roadblock”, and the impact should not be underestimated.
At present, the flat wire winding to ensure high-quality production of most of the laser welding, mainly in the paint and winding welding laser welding.
Decarburization, most of the current four-head paint stripping, four laser heads at the same time for stripping, with automatic feeding and cutting automated production, this part to ensures that the insulation layer can be completely peeled off, no residue, but also supports the flexibility of the separation of a good single flat copper wire for the removal of paint, but also based on the entire copper wire for the removal of paint, this aspect of the technical difference between Hair-pin and X-pin is not very big. Hair-pin and X-pin technologies are not very different in this respect, and X-pin can be de-lacquered on both sides.
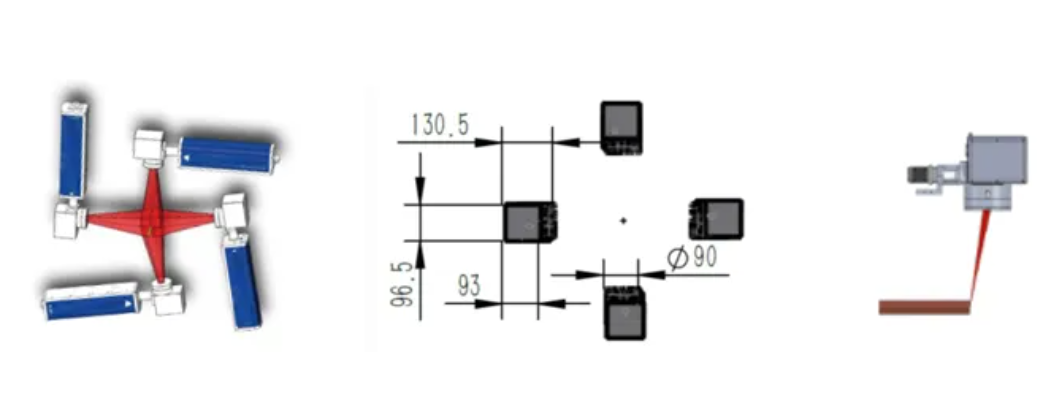
The laser welding aspect of the winding directly affects the yield of the motor, the general laser welding step is to scan the weld joints first, carry out data processing, and then carry out the welding process.
Based on the current vision system, the current laser welding technology has been relatively mature, some of the weld is too large, and bad spots are automatically skipped, and straightened for the second welding.
Motor in the assembly process can not be avoided there is a gap, alone to remove the varnish link, the gap reaches 0.4mm, jig tightening can be reduced a little, clamping force is too large will also hurt the copper wire, so still rely on the laser process to be compatible with the gap between the copper wire.

X-pin is said to be so good by the outside world because its end height can reach the same end height as the wave winding, but its manufacturability can reach the manufacturability of the Hairpin, so it is said that it is conceptually the best.
But there are many difficulties, the welding of the clamping is a problem, Hair-pin winding welding is the front of the straight section of the holding clamp, all sides can be clamped, which is better operation.
X-pin clamping is no way to hold the clamp, because the two sides are slanted, only from the mirror to the clamping surface, so the operating space will be very small, the tooling design requirements are very high but also consider the overall clamping program.

Secondly, hair-pin flat wire welding usually involves melting copper rods to form solder joints, while X-pin is much more complicated. Well, this requires an inward formation of a molten pool at the overlap of the copper wires. The welding area is very close to the insulating paint. It is necessary to ensure that the paint is not damaged and to maintain sufficient welding strength and pull-out force, which are reliability factors.
This kind of direct bevel overlap requires very precise welding equipment and an advanced vision system to assist. In addition, the current flat wire motor must meet the high-voltage 800V insulation requirements. If an X-pin is to be applied on the ground, the insulation requirements must be met, which requires a creepage distance of 10-12 mm on the flat wire winding, so the thermal impact during welding must be considered and the paint film cannot be burned.
The solder ball is no longer formed at the end of the X-pin but penetrates downward. However, there are many problems. It is necessary to achieve deep penetration welding with ultra-low heat input to produce a stable molten pool with no pores, no explosion welding, and no spatter. And no patent leather ablation.



Comments
Post a Comment